300kW Silent Diesel Generator – A Practical Choice for African Bottling Plants
Many of our clients in Africa face a common challenge: grid power is unstable, and local voltage standards (415V / 50Hz or 380V / 50Hz) differ from other regions. When your water bottling line depends on consistent electricity, a properly sized generator is not an option – it is a necessity. The 300kW silent diesel generator has become a popular solution for medium‑scale production lines. Here is why it fits African conditions and how to get the most from it.
Why 300kW? Matching Line Load and Starting Current
A typical 5‑gallon or small‑PET bottling line (around 4,000–6,000 BPH) includes a filling monoblock, an air compressor, a chiller, and conveyors. The total running power is often 150–200kW, but motor starting surges – especially from the air compressor and chiller – can exceed 400kW for a few seconds. A 300kW generator handles these peaks if a sequential starter is used. Many African plants operate in hot climates, where air compressor efficiency drops and chiller works harder. A 300kW unit provides a safe buffer without overspending on a larger 400kW set. We always recommend a load test with your actual machines before final installation.

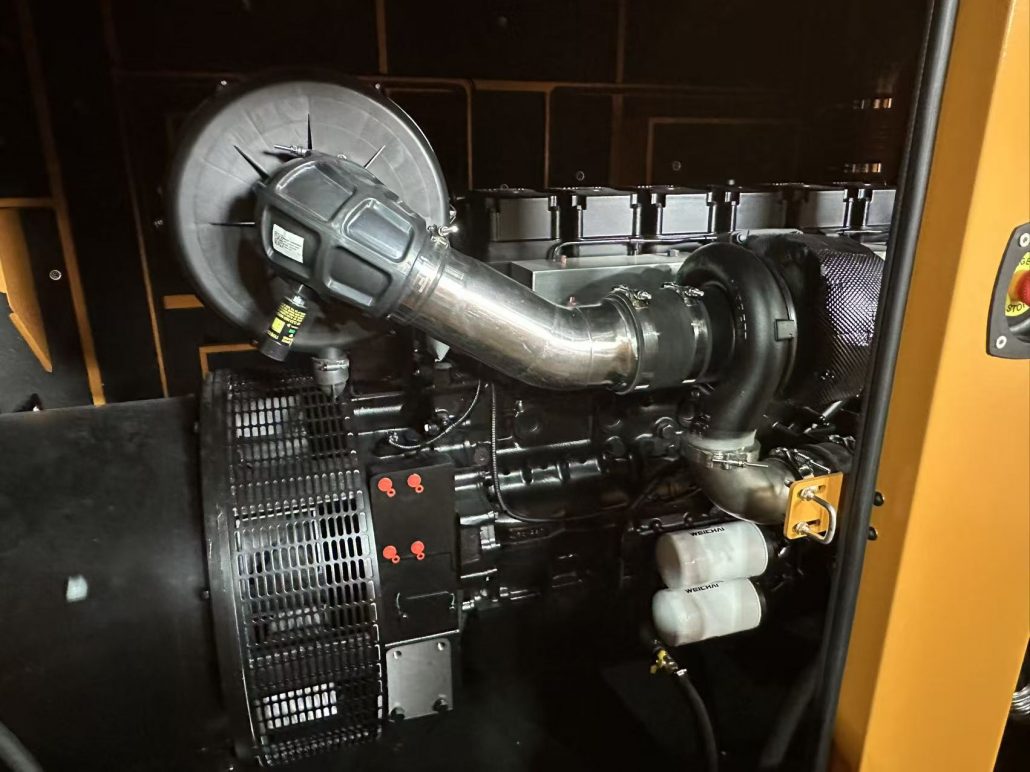
Silent Canopy with Built‑In Soundproofing – Essential for Residential Areas
In many African towns, water factories are located near housing. A standard open generator running at 95 dB(A) causes noise complaints and can even face local restrictions. Our 300kW silent diesel generator features a heavy‑duty canopy with soundproofing material (acoustic foam / insulation wool) fully lined inside all panels. This reduces noise to approximately 75–78 dB(A) at 7 meters – comparable to a busy street. The canopy also protects the engine and alternator from dust, rain, and accidental contact. For night shifts or neighborhood peace, the silent design is a major advantage.
Adapting to 415V / 50Hz or Other Local Voltages
We configure each generator to match your local voltage and frequency. Most African countries use 415V three‑phase 50Hz (e.g., Nigeria, Ghana, Kenya, South Africa). Some use 380V/50Hz or 440V/50Hz. Before delivery, we set the alternator’s automatic voltage regulator (AVR) and adjust the engine governor to ensure stable output under varying loads. A digital control panel displays voltage, current, frequency, and engine parameters. If the grid returns, the generator can be switched off manually or via an automatic transfer switch (ATS) – we recommend ATS for unattended operation.
Daily Maintenance in Hot and Dusty Conditions
Generators in Africa face high ambient temperatures and fine dust. A few simple habits dramatically extend life. First, check the air filter daily – dust clogs it quickly, causing black smoke and power loss. Second, use high‑quality diesel and monitor the water separator. Contaminated fuel is a common cause of injector pump failure. Third, inspect the cooling radiator fins and clean them with compressed air every week. Fourth, run the generator under at least 60% load for 30 minutes every two weeks to prevent wet stacking. The soundproof canopy’s air inlets should also be cleaned monthly – blocked inlets raise operating temperature and shorten engine life.
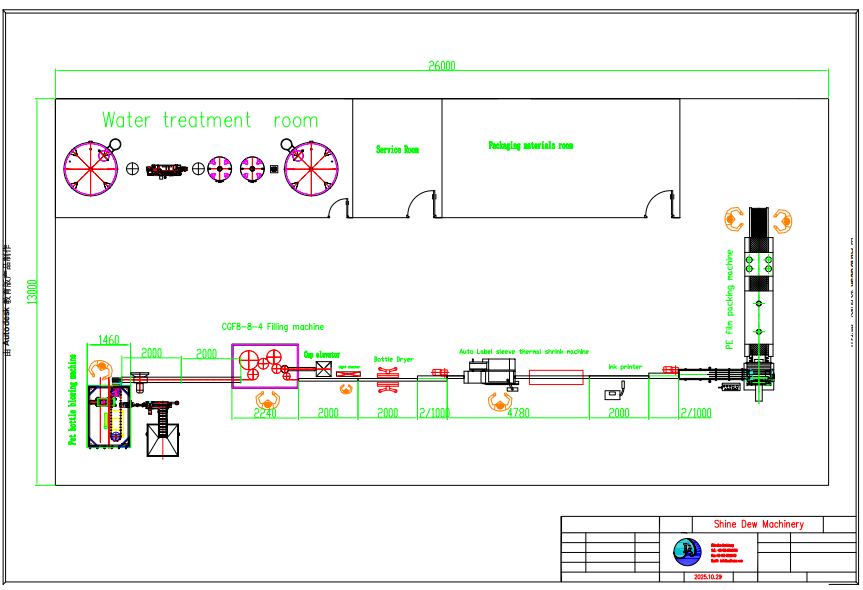
A Reliable Backup for Your Production Line
For a water bottling plant producing 10,000–20,000 bottles per day, a 300kW silent diesel generator ensures that a grid failure does not stop production. It runs the entire line – filling, blow molding, air compressor, chiller, and packaging – simultaneously. With proper maintenance, the engine can exceed 15,000 running hours. We supply complete documentation including wiring diagram and spare parts list with each generator. If you are unsure which generator size fits your line, please contact our sales team with your equipment list – we will help you find the right match based on your actual needs.